3D басып чыгаруу технологиясын өнүктүрүү менен, 3D принтерлер металлургиялык айкалыштыруу, тыгыз уюштуруу, өлчөмдүү тактык жана жакшы механикалык касиеттери менен металл бөлүктөрүн түздөн-түз өндүрүү мүмкүн болгон, жана кенен
Көлөм келечектүү болуп, азыркы кошумча өндүрүш тармагында изилдөө очогу болуп калат. 3D принтерин басып чыгаруучу металл тетиктери жекелештирилген дизайндын, тез калыптандыруунун жана кыска өндүрүш циклинин артыкчылыктарына ээ, ал чакан партияны, жекелештирилген жана татаал беттик жана металл бөлүктөрүнүн ички түзүлүшүн өндүрүү үчүн абдан ылайыктуу.
Кадимки шарттарда 3D принтердеги пломбалык көңдөйдү мезгил-мезгили менен тазалоо керек, бирок салттуу түрдө мөөр көңдөйүн ички тазалоо үчүн 3D принтердин герметикалык эшигин ачуу керек. тышкы чөйрөнү булгап, буюмдун басып чыгаруу сапатына олуттуу таасир этет. Бул жогорку температуралуу чөйрөдө, жогорку температуралык шарттарда жүргүзүлүшү керек, металл порошоктун абадагы кычкылтек менен байланышы продуктуну кычкылдандырып, жогорку температурада күйүүнү оңой жаратат,
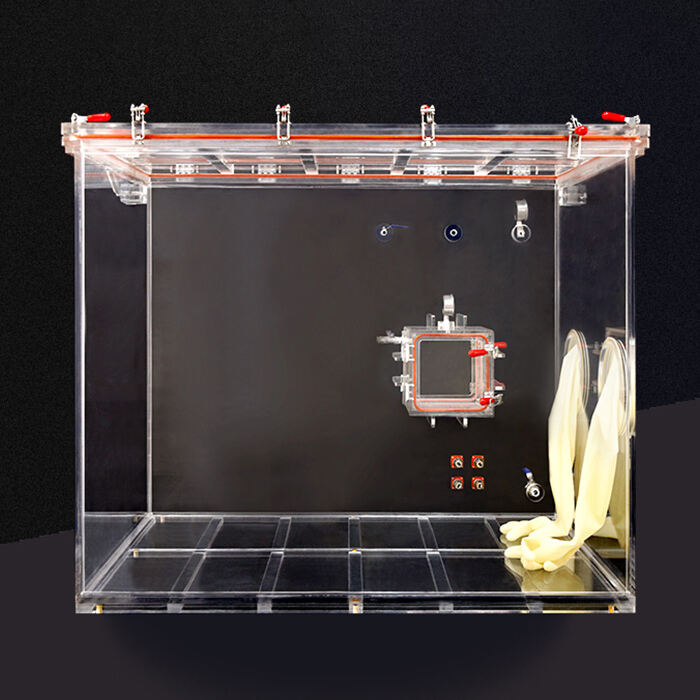
Кол каптар инерттүү газдын атмосферасын камсыз кылат, ал эми инерттүү газдын атмосферасы кутудагы чөйрө суусуз жана кычкылтексиз атмосферага жетишин камсыз кылуу үчүн эки жолу тазаланат жана төмөнкү маани диапазонунда сакталышы мүмкүн. 3D басып чыгаруу учурунда туруктуулукту камсыз кылуу.