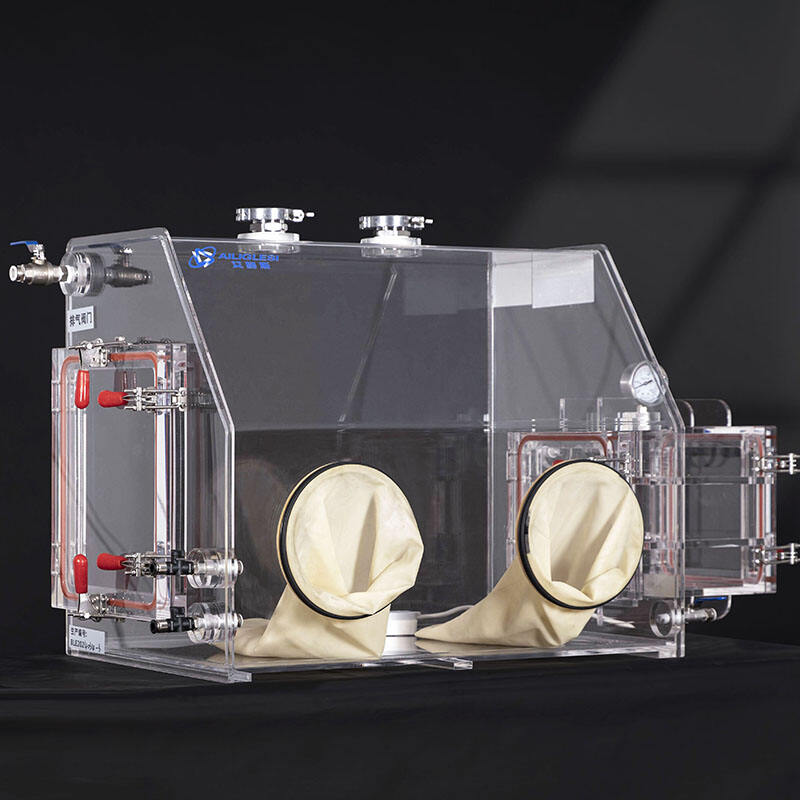
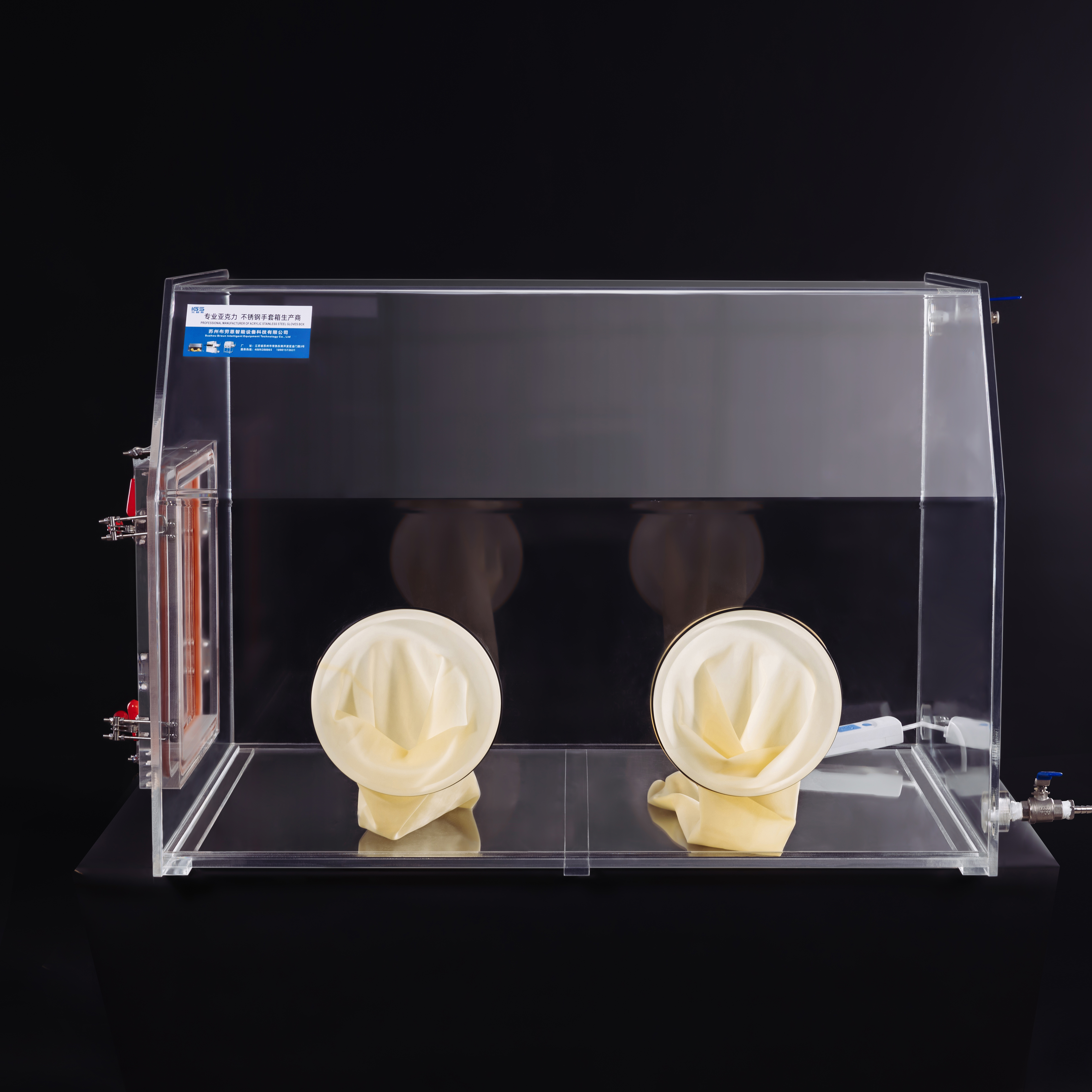
laboratory equipment chemical operation box
The laboratory equipment chemical operation box is a state-of-the-art piece of equipment designed for safe and efficient handling of chemicals in a laboratory setting. Its main functions include the containment, transportation, and protection of chemicals during experiments or industrial processes. Technological features of this box include a robust, corrosion-resistant construction, hermetically sealed closures, and optional temperature control systems. These features make it ideal for storing and handling volatile or hazardous substances. Applications of the chemical operation box are widespread, ranging from pharmaceutical research to environmental testing and academic teaching laboratories.






 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 UZ
UZ
 KY
KY