fabricantes de cajas de guantes
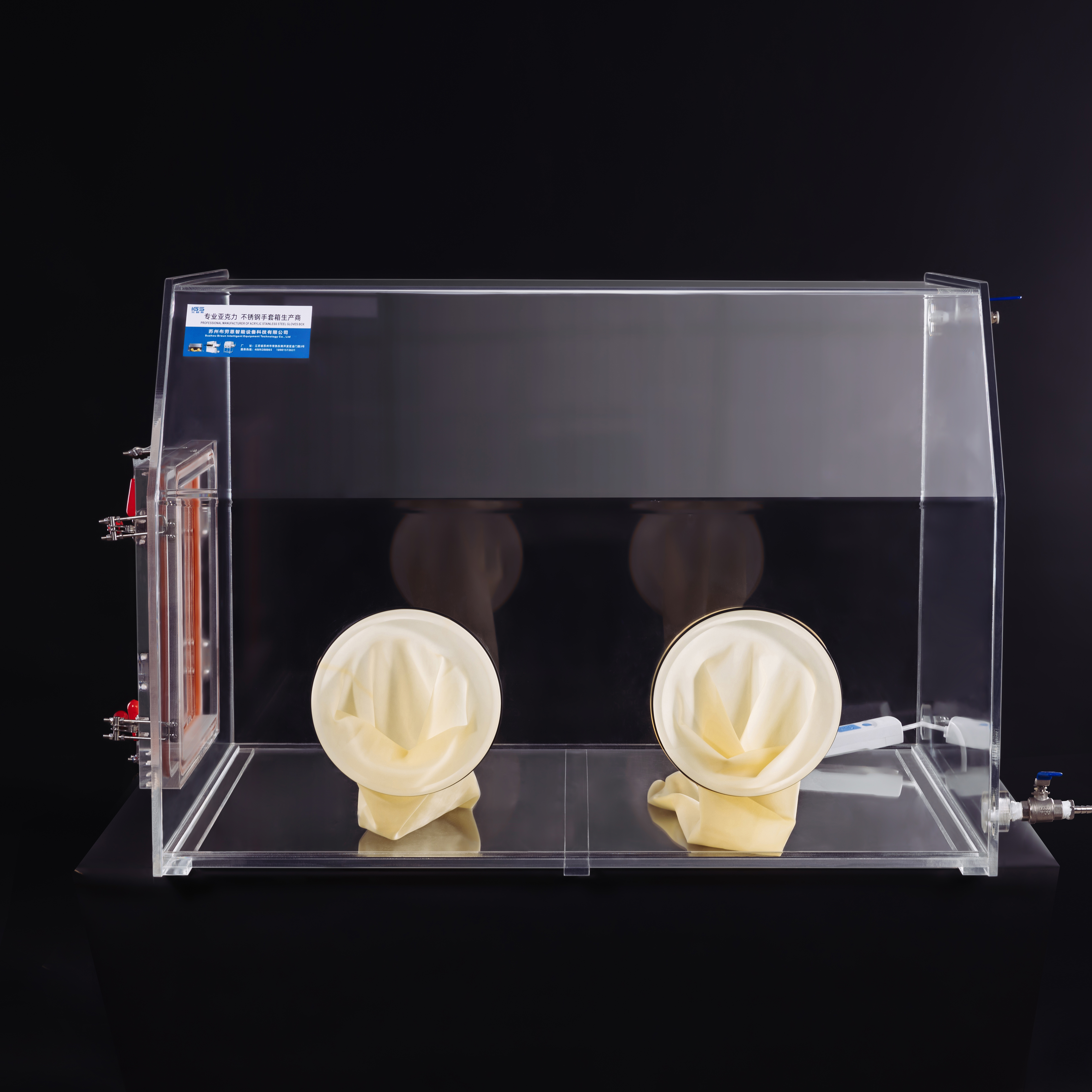
Los fabricantes de cajas de guantes se especializan en crear recintos que proporcionan un ambiente controlado y hermético para el manejo de materiales peligrosos o sensibles. Las principales funciones de las cajas de guantes incluyen la transferencia de materiales, el manejo de muestras y la protección tanto del operador como del medio ambiente contra la exposición a sustancias nocivas. Características tecnológicas como sistemas de filtración avanzados, control de presión y temperatura, y manejo automatizado de gases aseguran un ambiente estable y estéril. Las aplicaciones abarcan diversas industrias, incluyendo farmacéutica, electrónica e investigación química, donde la integridad del proceso y la seguridad del operador son primordiales.