chemical storage equipment
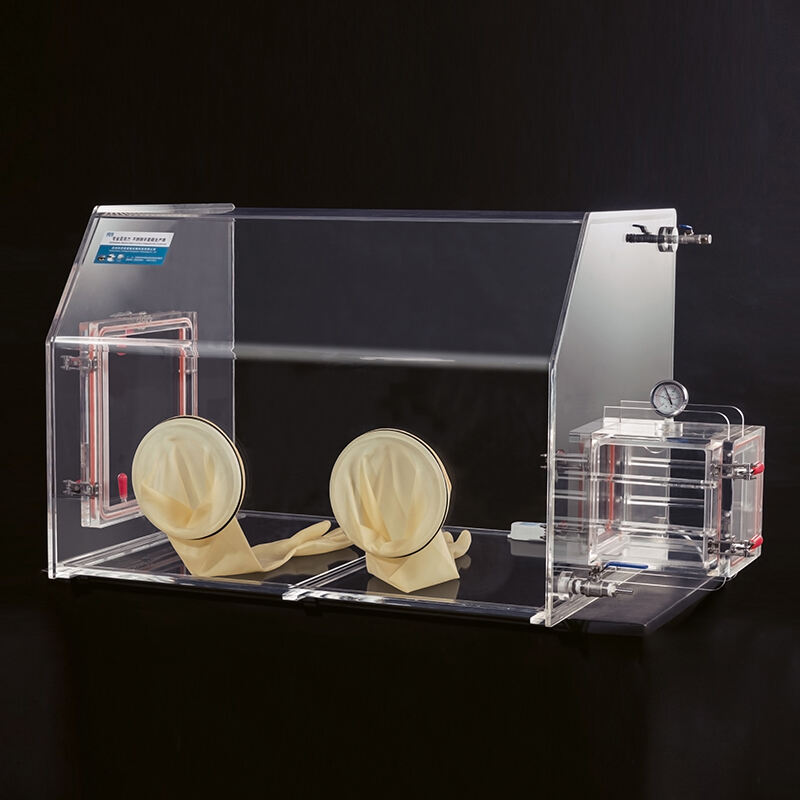
Chemical storage equipment is designed to safely contain and manage hazardous and non-hazardous chemicals. Its main functions include preventing leaks and spills, protecting the environment, and ensuring the safety of personnel. Technological features of this equipment encompass corrosion-resistant materials, secure locking mechanisms, and advanced ventilation systems to control fumes. These units are available in various sizes and designs to cater to different types of chemicals, such as acids, bases, flammables, and oxidizers. In applications across industries like pharmaceuticals, manufacturing, and laboratories, chemical storage equipment is indispensable for maintaining compliance with regulatory standards and fostering a secure working environment.







 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 GA
GA
 BN
BN
 UZ
UZ
 KY
KY